-
Metallbohrer
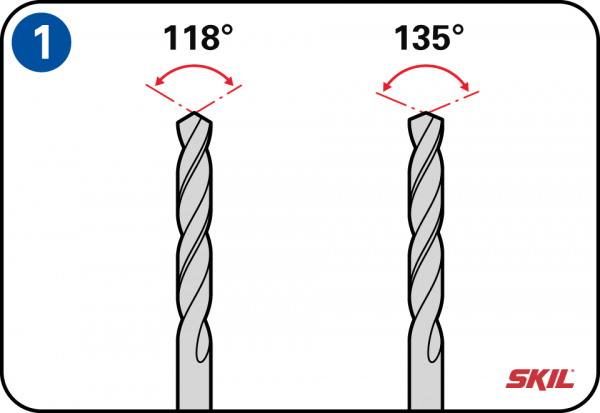
Charakteristisch für Metallbohrer ist die scharfe Spitze, mit der er sich leicht durch das Metall bohren kann. Metallbohrer haben über ihre gesamte Länge den gleichen Durchmesser und einen Spitzenwinkel von 118°. Diese Bohrer nennt man auch HSS(High Speed Steel)-Bohrer. Zum Bohren in harten Metallen wie Edelstahl gibt es HSS-Metallbohrer aus Kobalt mit einem etwas flacheren Spitzenwinkel von 135°, der sich zu Beginn der Bohrung besser zentrieren lässt. Diese Bohrer bestehen aus HSS-Stahl mit 5 % Kobalt und sollten während des Bohrens mit speziellem Bohröl gekühlt werden.
-
Spanbildung beim Bohren
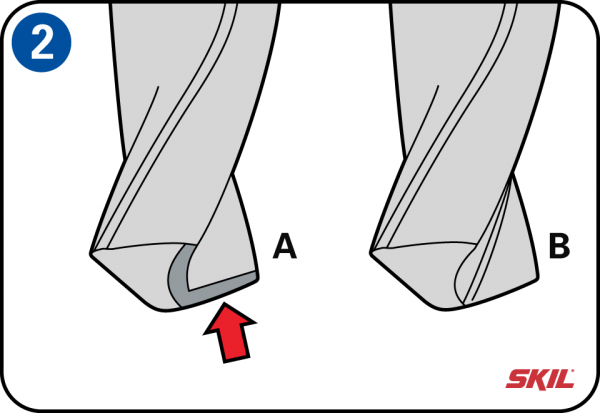
Beim Bohren in Metall entstehen Späne – bei weichen Metallen wie Messing ebenso wie bei harten wie Eisen oder Stahl. Es gibt spezielle Bohrer für weiche und auch für harte Metalle. Bohrer für weiche Metalle haben flachere Schneiden (A). Diese verhindern, dass sich der Bohrer in das Metall „verbeißt“. Deshalb eignen sich diese Bohrer auch zum Bohren in anderen weichen Materialien wie Kunststoff und Nylon. Bohrer für harte Metalle haben scharfe Schneiden (B).
-
Große Löcher bohren
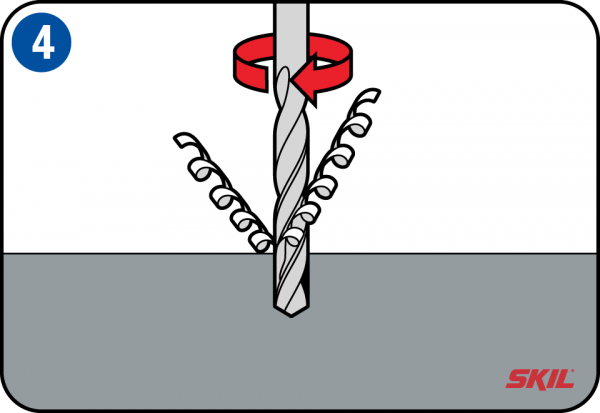
Wenn Sie Löcher mit größerem Durchmesser in Metall bohren möchten, empfiehlt es sich, zunächst mit einem kleineren Bohrer vorzubohren. Dadurch kann der größere Bohrer effektiver bohren und rutscht nicht so leicht ab. Falls nötig können Sie auch in mehreren Schritten mit immer größeren Bohrern vorbohren.
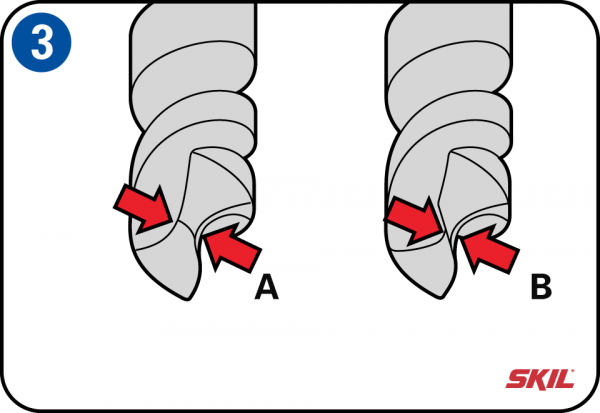
Beim Vorbohren sollte der kleinere Bohrer (B) vom Durchmesser her mindestens so groß sein wie der Kern des größeren Bohrers (A). Als Bohrerkern bezeichnet man den kürzesten Abstand zwischen den beiden Schneiden. -
Drehzahl
Ein weit verbreiteter Fehler ist es, mit einer zu hohen Drehzahl zu bohren. Je härter das zu bohrende Material, desto niedriger sollte die Drehzahl sein. Wenn Sie beispielsweise ein 8 mm starkes Loch in Messing bohren möchten, sollten Sie Ihre Bohrmaschine auf eine Drehzahl von 2.500 min-1 einstellen. Beim Bohren in Edelstahl, der sehr viel härter ist, wäre eine Drehzahl von 800 min-1 angebracht. Dass Sie die richtige Drehzahl gewählt haben, erkennen Sie auch daran, dass lange, schöne Späne entstehen.
-
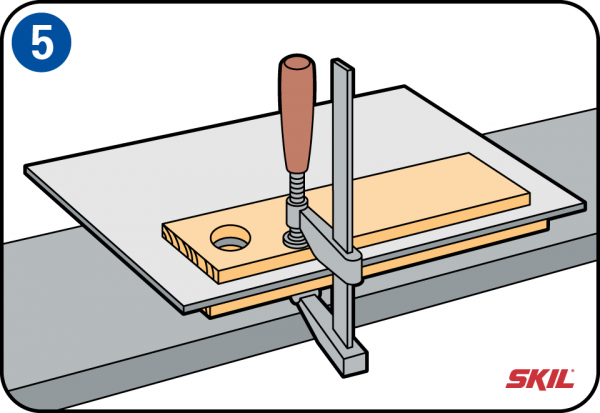
Bohren in dünnes Blech
Beim Bohren in dünnes Blech sollten Sie das Blech niemals mit der Hand festhalten. Wenn der Bohrer das Blech durchstößt, besteht die Gefahr, dass es sich mit dem Bohrer verkantet und Ihnen aus der Hand gerissen wird. Deshalb ist es besser, das Blech zwischen zwei Holzbrettern oder -platten festzuschrauben. So kann es sich nicht so leicht gefährlich losreißen. Zudem entstehen auf diese Weise weniger Grate – ein Vorteil bei der Endbearbeitung Ihres Werkstücks.
-
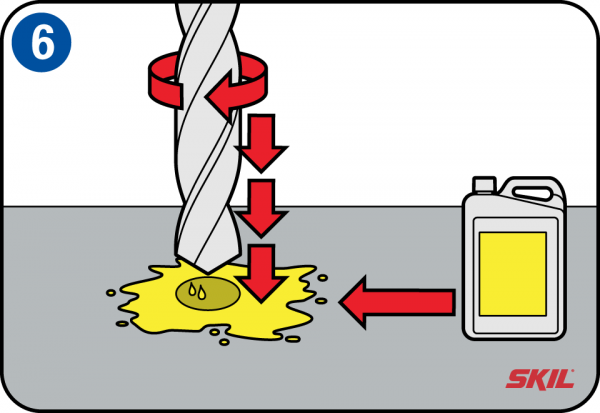
Den Bohrer ölen
Wenn Sie in Eisen oder Stahl bohren, sollten Sie möglichst wenig Kraft aufwenden. Lassen Sie den Bohrer für sich arbeiten! Sie können Bohröl zur Schmierung und Kühlung des Bohrers verwenden. Achten Sie darauf, dass der Bohrer das Material nicht zu schnell durchstößt. Auf diese Weise entstehen deutlich weniger Grate.
-
Bohren in Metallrohre
Achten Sie beim Bohren in Metallrohre stets darauf, dass das Rohr fest fixiert ist. Am besten eignen sich dafür ein Bohrgestell und ein Schraubstock. Um zu verhindern, dass sich das Rohr unter dem Druck des Bohrers verbiegt, können Sie ein Holzstück mit dem gleichen Durchmesser in das Rohr einführen. Auch hier gilt: Lassen Sie den Bohrer für sich arbeiten und wenden Sie nicht zu viel Kraft auf.